热门关键词:焊管,焊接钢管,焊管厂,Q345B焊管,Q235B焊管,Q355B焊管,低合金焊管,冷轧焊管-小口径焊管无锡焊管厂,无锡焊管厂家,焊管厂家
189 0152 2222
0510-83076068
固一话:0510-83076068 贺部长
固二话:0510-83076658 孙经理
固三话:0510-83079997 李经理
固四话:0510-83079993 贺经理
固五话:0510-83079994 高经理
传真:0510-83079997
手机:189 0152 2222(总经理)
手机:133 3878 6068贺部长( 厂长)
手机:133 8220 6068孙经理(开单处)
手机:133 7366 1878高经理(仓库)
上网洽谈工具:QQ 473334606
邮箱:473334606@qq.com
地址:无锡市-惠山区-钱桥镇-(西章工业园-惠澄大道77号)百利源钢管厂
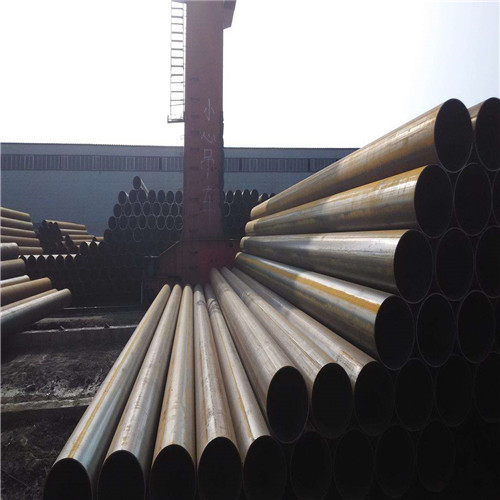
低合金焊管的原料为低合金热轧钢带/热轧钢板,主流材质为Q345B(16Mn)、Q355B/C/D/E、Q390B、Q420B等,执行GB/T 15912018《低合金高强度结构钢》、GB/T 30912015等标准,核心要求匹配焊管的强度、韧性与焊接性能,以下是原料的详细参数与选型要求:

一、主流原料材质与核心性能
| 原料材质 | 对应焊管场景 | 核心成分要求(质量分数 %) | 力学性能要求 |
|---|---|---|---|
| Q345B(16Mn) | 大口径螺旋焊管、结构焊管 | C≤0.20,Si≤0.55,Mn≤1.70,P≤0.040,S≤0.040 | 屈服强度≥345MPa,抗拉强度 470-630MPa,20℃冲击功≥34J |
| Q355B/C/D/E | 低温 / 高压焊管、化工焊管 | C≤0.20,Si≤0.55,Mn≤1.60,P≤0.035,S≤0.035 | 屈服强度≥355MPa;冲击温度:B 级 20℃、C 级 0℃、D 级 - 20℃、E 级 - 40℃,冲击功≥34J |
| Q390B | 高强度结构焊管 | C≤0.20,Si≤0.55,Mn≤1.70,Nb≤0.07,V≤0.15 | 屈服强度≥390MPa,抗拉强度 490-650MPa,20℃冲击功≥34J |
| Q420B | 超高强度焊管 | C≤0.20,Si≤0.60,Mn≤1.70,Nb≤0.07,Ti≤0.20 | 屈服强度≥420MPa,抗拉强度 520-680MPa,20℃冲击功≥34J |
二、原料的形态与规格要求
1. 形态:焊管生产优先用热轧钢带(卷料),大口径焊管可使用热轧钢板(平板)
热轧钢带:宽度适配焊管口径(如生产φ1020mm焊管,钢带宽度≈3200mm),卷重1030吨,便于连续生产
热轧钢板:厚度650mm,宽度15004000mm,用于超大口径(≥2000mm)焊管的拼接生产
2. 规格公差
厚度公差:≤±0.5mm,焊管生产对厚度均匀性要求高,偏差过大会导致焊管壁厚不均
宽度公差:≤±1mm,宽度偏差过大会影响焊管的椭圆度与焊缝质量
镰刀弯:≤2mm/m,避免焊管成型时出现错边
三、原料的焊接适配要求
低合金焊管原料的焊接性能是核心要求,需满足:
1. 碳当量(Ceq)≤0.45%,避免焊接时出现冷裂纹,Q345B的碳当量约为0.380.42%,焊接性良好
2. 钢带表面:无氧化铁皮、锈迹、油污,否则会影响焊缝的熔合质量,导致气孔、夹渣
3. 原料的韧性:冲击功需符合要求,避免焊管低温使用时出现脆断
四、原料的采购与验收要点
1. 需提供钢厂的材质证明书,核对成分、力学性能与炉批号
2. 现场检测:用卡尺测厚度/宽度,用光谱仪检测成分,避免材质以次充好
3. 批量≥50吨时,需抽样做拉伸、冲击试验,验证力学性能
固一话:0510-83076068 贺部长(贺庆镇)主管 固二话:0510-83076658 孙经理 固三话:0510-83079997 李经理
固四话:0510-83079993 贺经理 固五话:0510-83079994 高经理 传真:0510-83079997 自动写贺经理收
手机:189 0152 2222 (总经理) 手机:133 3878 6068 贺部长( 厂长) 手机:133 8220 6068 孙经理(开单处) 手机:13373661878 高经理(仓库)
地址:无锡市-惠山区-钱桥镇-(西章工业园-惠澄大道77号)百利源钢管厂
无锡百利源钢管有限公司 版权所有 管理
更多标签:Q345B焊管 (143)低合金焊管 (121)焊管 (120)焊接钢管 (104)Q235B焊管 (100)焊管厂 (85)焊管厂家 (75)焊接钢管厂 (67)Q235B焊接钢管 (35)低合金焊管厂家 (33) 更多